题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
某企业希望分析其加工轴棒的直径波动情况并进行过程控制.工序要求为Ф20±0.02 毫米.在对直径的测量时,有两种意见,一是建议用塞规,测量结果为通过/不通过,每分钟可测 5 根;另一种意见是采用游标卡尺测出具体直径值,每分钟只能测1根轴.经验表明,轴的合格率为99%左右.若希望进行过程控制,应采取的最佳方案是()
A.用塞规,每次检测100件作为一个样本,用np控制图
B.用塞规,每次检测500件作为一个样本,用np控制图
C.用游标卡尺,每次连续检测5根轴,用RX 控制图
D.用游标卡尺,每次连续检测10根轴,用RX 控制图
提问人:网友154336271
发布时间:2022-10-14

 如搜索结果不匹配,请
如搜索结果不匹配,请 





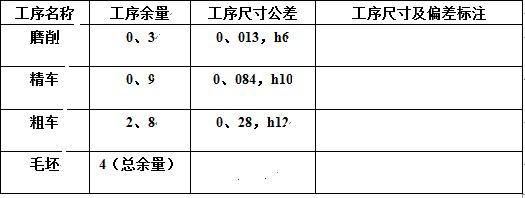
 ,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。