题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
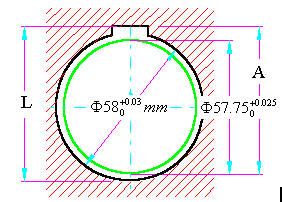
题图5-1所示为加工一齿轮孔的键槽,其加工顺序为:.①镗内孔至;②以镗削孔表面为基准插键槽,工序
题图5-1所示为加工一齿轮孔的键槽,其加工顺序为:.
①镗内孔至 ;
;
②以镗削孔表面为基准插键槽,工序尺寸为x:
③热处理(齿轮渗碳滓火);
④磨孔至 ,并保证键槽深度尺寸为
,并保证键槽深度尺寸为 。
。
试求插键槽工序尺寸x的大小与公差应为多少,最终才能保证槽深设计尺寸?

提问人:网友yr1161772517
发布时间:2022-06-13
题目内容
(请给出正确答案)
题图5-1所示为加工一齿轮孔的键槽,其加工顺序为:.
①镗内孔至;
②以镗削孔表面为基准插键槽,工序尺寸为x:
③热处理(齿轮渗碳滓火);
④磨孔至,并保证键槽深度尺寸为。
试求插键槽工序尺寸x的大小与公差应为多少,最终才能保证槽深设计尺寸?
 更多“题图5-1所示为加工一齿轮孔的键槽,其加工顺序为:.①镗内孔…”相关的问题
更多“题图5-1所示为加工一齿轮孔的键槽,其加工顺序为:.①镗内孔…”相关的问题
【简答题】图示为一带键槽的齿轮孔,孔淬火后需磨削,故键槽深度的最终尺寸L=


A.后立柱支承套支承镗削
B. 夹具镗削
C. 调头镗削
D. 大孔镗削刀架镗削
E. 随动支撑镗削F . 双刀或多刀平衡镗削
A.钻孔--粗拉孔--精拉孔
B.钻孔--扩孔--铰孔
C.钻孔--粗镗孔--精镗孔
D.粗镗--半精镗--精镗
某主轴箱体上孔的设计尺寸为 加工路线为毛坯铸孔—粗镗—半精镗—精镗—磨孔,各工序工序余量分别为:粗镗5.0mm,半精镗2.4mm,精镗0.5mm,磨孔0.1mm,则各工序的基本工序尺寸为:磨孔 精镗 半精镗 粗镗 毛坯孔 。
加工路线为毛坯铸孔—粗镗—半精镗—精镗—磨孔,各工序工序余量分别为:粗镗5.0mm,半精镗2.4mm,精镗0.5mm,磨孔0.1mm,则各工序的基本工序尺寸为:磨孔 精镗 半精镗 粗镗 毛坯孔 。
A.端面
B.交错孔
C.基准面
D.平行面




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请