 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
某一段程序N70 G00 G54 G90 X100 Z80;N80 G01 F100 X80 Z50;N100 Y100;执行完第N100段后,机床到达工件坐标系的位置为( )。
A.X100,Y100,Z80
B.X80,Y100,Z50
C.X100,Y0,Z50
D.X80,Z50
提问人:网友anonymity
发布时间:2022-01-06
题目内容
(请给出正确答案)
A.X100,Y100,Z80
B.X80,Y100,Z50
C.X100,Y0,Z50
D.X80,Z50
 更多“某一段程序N70 G00 G54 G90 X100 Z80;…”相关的问题
更多“某一段程序N70 G00 G54 G90 X100 Z80;…”相关的问题
A.执行完N80之后,X轴移动50mm,Z轴移动30mm
B.执行完N80之后,X轴移动30mm,Z轴移动30mm
C.执行完N80之后,X轴移动30mm,Z轴移动20mm
D.执行完N80之后,X轴移动50mm,Z轴移动20mm
A.X-30 Y-20
B.X80 Y40
C.X-50 Y-80
D.X30 Y20
请在括弧中填写出对应程序段的解释说明或补充未完成的程序。然后判断出刀具切入切出的路线是什么。
%
N10 G90 G54 G00 X70.0 Y1.Z100.0;
N12 S1000 M03; 解释:(______)
N18 Z10.0;
N20 G01 Z0.00 F300.0;
N22 G41 D01 Y30.0 F500.0; 解释:(______)
N24 G03 X40.0 Y0 I0 J-30.0;
N26 G01 Y-35.0 F1000.0;
N28 G02 X35.0 Y-40.0(I______J______);
N30 G01 X-35.0;
N32 G02 X-40.0 Y-35.0 R5.0;
N34 G01 Y35.0;
N36 G02 X-35.0 Y40.0 R5.0;
N38 G01 X35.0;
N40 G02 X40.0 Y35.0 R5.0;
N42 G01 Y0;
N44 G03 X70.0 Y-30.0 130.0 J0 F500.0;
N46 G40 G01 Y0;
N48 Z10.0 F2000.;
N50 G00 Z100.0.M05; 解释:(______)
N52 M30;
%
1.阅读程序,根据程序加工含义,填空 使用子程序调用,加工下图外形轮廓,工件上表面为Z轴原点,安全高度为100,Z轴进刀点为5,加工深度为20。 O0111(MAIN ); G90 G54 G17 G00 X0 Y0 S500 ① ; ② Z100.0 H01; M98P111; G90 G00 X130.0 Y0; M98P111; G90 G00 X0 Y80.0; M98P111; G90 G00 X130.0 Y80.0; M98P111; G90 G49 G00 X0 Y0 M05; M30; O0111(SUB ); ③ G00 Z-95.0; ④ X30.0 Y20.0 D01; G01 ⑤ F100; Y40.0; X-10.0; ⑥ ; X20.0; ⑦ X20.0 R10.0; G01 X20.0; Y-20.0; X-10.0; Y-30.0; X-60.0; G00 ⑧ ; ⑨ X-20.0 Y-30.0; ⑩ ;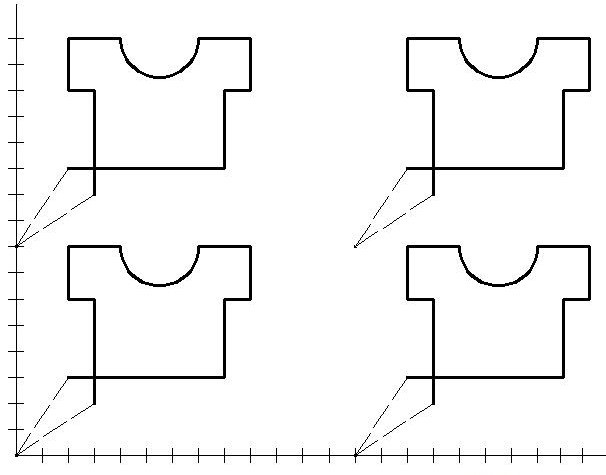
A.X0
B.X25
C.X-25
D.X50




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 














