 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
为保证槽低精度,切槽刀主刀刃必须与工件轴线()
A.平行
B.垂直
C.相交
D.倾斜
提问人:网友zhengyytt
发布时间:2022-01-06
题目内容
(请给出正确答案)
A.平行
B.垂直
C.相交
D.倾斜
 更多“为保证槽低精度,切槽刀主刀刃必须与工件轴线()A、平行B、垂…”相关的问题
更多“为保证槽低精度,切槽刀主刀刃必须与工件轴线()A、平行B、垂…”相关的问题
1、检验内孔切槽车刀的Z轴工件坐标系时,应先将刀具定位在可以伸入内孔的X轴位置点。 A、正确 B、错误 2、在数控车床上进行建立内孔切槽车刀的X轴工件坐标系时,假设刀具安装在4号刀位,则在应在()号刀偏输入试切直径 A、104 B、103 C、102 D、101 3、进行内孔切槽车刀的对刀操作时,启动主轴可以在()方式下完成(多选题) A、手轮 B、手动 C、录入 D、自动 4、在编写内沟槽加工程序时,为防止干涉,刀具+X方向退刀尺寸应小于内孔直径 A、正确 B、错误 5、本任务法兰轴内沟槽属于()内沟槽 A、矩形 B、圆弧形 C、梯形 D、三角形 6、在加工内沟槽程序段G00 Z-34中Z-34表示() A、Z轴向定位点值 B、内沟槽长度 C、内沟槽直径 D、X轴向定位点值 7、内孔切槽刀的安装与外圆切槽刀一致。 A、正确 B、错误 8、加工内沟槽设置主轴转速为2000r/min,进给速度为F0.4会() A、正常运行 B、停止加工 C、产生震动并打刀 D、都有可能 9、加工完内沟槽后,刀具远离工件,应()。 A、先退出X轴 B、先退出Z轴 C、同时退出X、Z轴 D、点击复位键
1、检验内孔切槽车刀的Z轴工件坐标系时,应先将刀具定位在可以伸入内孔的X轴位置点。 (判断) A、正确 B、错误 2、在数控车床上进行建立内孔切槽车刀的X轴工件坐标系时,假设刀具安装在4号刀位,则在应在()号刀偏输入试切直径。 (单选) A、104 B、103 C、102 D、101 3、进行内孔切槽车刀的对刀操作时,启动主轴可以在()方式下完成(多选题) A、手轮 B、手动 C、录入 D、自动 4、在编写内沟槽加工程序时,为防止干涉,刀具在X方向退刀尺寸应小于内孔直径 。 (判断) A、正确 B、错误 5、本任务法兰轴内沟槽属于()内沟槽 。 (单选) A、矩形 B、圆弧形 C、梯形 D、三角形 6、在加工内沟槽程序段G00 Z-34中Z-34表示()。 (单选) A、Z轴向定位点值 B、内沟槽长度 C、内沟槽直径 D、X轴向定位点值 7、内孔切槽刀的安装与外圆切槽刀一致。 (判断) A、正确 B、错误 8、加工内沟槽设置主轴转速为2000r/min,进给速度为F0.4会() 。 (单选) A、正常运行 B、停止加工 C、产生震动并打刀 D、都有可能 9、加工完内沟槽后,刀具远离工件,应()。 (单选) A、先退出X轴 B、先退出Z轴 C、同时退出X、Z轴 D、点击复位键
1、外圆切槽的三刃包括() (多选) A、1条主切削刃 B、2条副切削刃 C、2条主切削刃 D、3条横刃 2、在建立外圆切槽刀X轴工件坐标系时,假设刀具安装在3号刀位,程序中书写为T0303,则应在()输入试切直径(单选) A、103号刀偏 B、104号刀偏 C、102号刀偏 D、104号刀偏 3、外圆切槽刀有()个刀尖 。(单选) A、2 B、3 C、4 D、5 4、程序内容“G04 X1.5”的含义是()。(单选) A、X方向走1.5mm B、暂停1.5mm C、程序暂停1.5秒 D、 程序暂停15秒 5、外圆槽加工时,切槽刀的刀位点一般选择在()。(单选) A、槽刀中心点 B、槽刀左刀尖点 C、 槽刀右刀尖点 D、 槽刀表面 6、外圆槽图纸标注2X1.5表示()。(单选) A、槽宽为2,倒角1.5 B、 槽宽为1.5,槽深为2 C、槽宽为2,槽深为1.5 D、 槽宽为1.5,倒角为2 7、假设选择刀宽为2mm的外圆切槽刀自动加工18 x 0.5外圆槽,每次轴向移动量为2mm,轴向需要移动()次才能完成加工。 (单选) A、10 B、 9 C、 8 D、 7 8、加工外圆槽槽底直径小了0.5mm,应该通过刀补继续修正。(判断) A、正确 B、错误 9、检测外圆槽的宽度用() (单选) A、游标卡尺 B、 内径千分尺 C、 百分表 D、外圆千分尺
试编写如图所示阶梯轴零件的数控车削精加工程序。从右端至左端轴向走刀,车外圆轮廓、切螺纹退刀槽、车螺纹,分别使用1号外圆车刀、2号切槽刀、3号螺纹车刀。已知螺纹大径23.8mm、螺纹小径21.4mm,螺纹切削的导入距离为3mm、导出距离为2mm。换刀点位于X=100.0、Z=100.0处,工件坐标系原点设在工件右端面回转中心。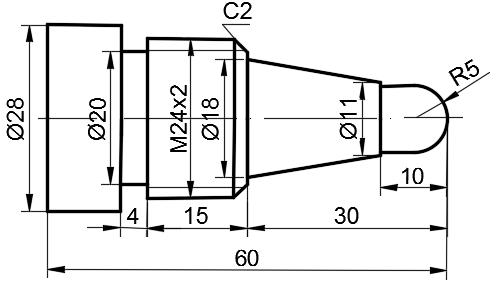




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 














