题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
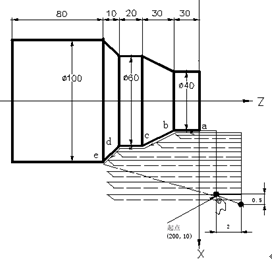
g73+g70 粗、精加工循环 如图所示的零件,其毛坯为铸件,加工内腔。粗加工分五次走刀,单边退刀量(z向和x向)均为10mm,粗车进给速度为0.2mm/r,主轴转速200r/min;精加工余量x向为1mm(直径值,u为负值),z向为0.5 mm;精加工用进给速度为0.1mm/r,主轴转速500r/min。粗加工用1号刀,精加工用2号刀。请完成程序编写。
4. G73+G70 粗、精加工循环 如图所示的零件,其毛坯为铸件,加工内腔。粗加工分五次走刀,单边退刀量(Z向和X向)均为10mm,粗车进给速度为0.2mm/r,主轴转速200r/min;精加工余量X向为1mm(直径值,U为负值),Z向为0.5 mm;精加工用进给速度为0.1mm/r,主轴转速500r/min。粗加工用1号刀,精加工用2号刀。请完成程序编写。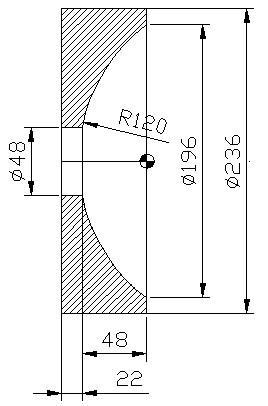
提问人:网友liangsuifeng
发布时间:2022-01-07

 如搜索结果不匹配,请
如搜索结果不匹配,请