 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值的方法来控制;半精铣时,铣刀直径设置值应(
用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值的方法来控制;半精铣时,铣刀直径设置值应( )铣刀实际直径值。
A.小于 B.等于 C.大于
提问人:网友anonymity
发布时间:2022-01-06
题目内容
(请给出正确答案)
用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值的方法来控制;半精铣时,铣刀直径设置值应( )铣刀实际直径值。
A.小于 B.等于 C.大于
 更多“用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值…”相关的问题
更多“用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值…”相关的问题
在铣削加工余量较大、精高要求较高的平面时,可按()进行加工。
A.一次铣去全部余量
B.先粗后精
C.除梯铣削
D.粗铣-半精铣-精铣
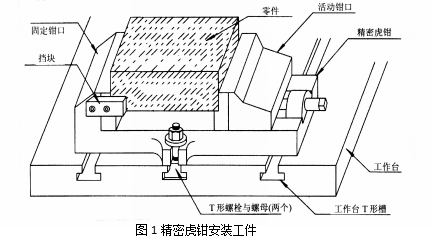
刀具技术数据如表1所示,夹具为精密虎钳,如图1所示,工件装夹采用完全定位,请根据给定的条件,完成作业。
 1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀
1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀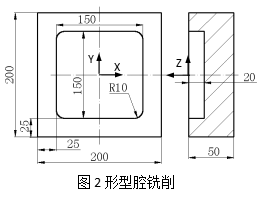 2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头
2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头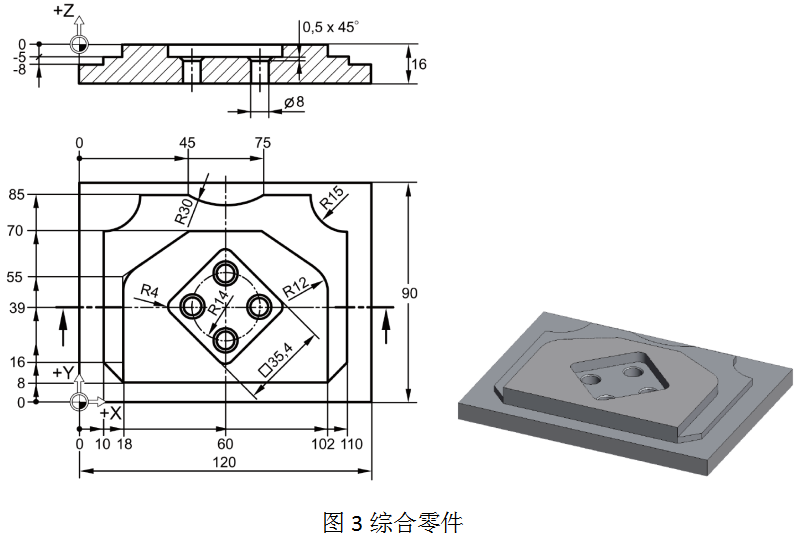




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 










