 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
()是数控加工程序中所用坐标系的原点。
A.机床基准点
B. 机械原点
C. 系统原点
D. 程序原点
提问人:网友azhu168
发布时间:2022-01-06
题目内容
(请给出正确答案)
A.机床基准点
B. 机械原点
C. 系统原点
D. 程序原点
 更多“()是数控加工程序中所用坐标系的原点。”相关的问题
更多“()是数控加工程序中所用坐标系的原点。”相关的问题
A.G90
B.G91
C.G92
D.G94
A.G90
B. G91
C. G92
D. G94
A.设定刀具起点在编程坐标系的位置
B.设定刀具起点在机床坐标系的位置
C.设定工件坐标系的原点
D.设定机床坐标系的原点
2.编写图5所示样板零件的轮廓加工数控程序,工件厚8mm。选用直径12mm的立铣刀。要求:(1)在图上标注工件原点和工件坐标系(2分);(2)在图上标注起刀点,并表明起刀点在工件坐标系中的位置(2分);(3)编写数控程序(要求用增量方式编程)(9分)。(4)画出走刀轨迹,快进/快退用虚线,工进用实线(2分)。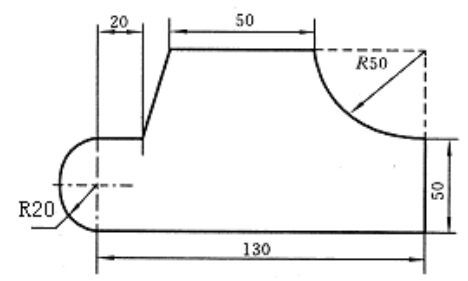
用数控铣床加工下图所示的轮廓ABCDEA。试按照所学的代码格式(JB 3208-1983)编制加工程序。要求:

(1)在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
(2)机床坐标原点即为起刀点也为刀具终点;
(3)加工路径为①—②—③—④—⑤—⑥—⑦,主轴转速900r/min,进给速度150mm/min。(不考虑刀补功能)
试编制如图所示零件在数控加工中心上加工的数控程序。,毛坯尺寸为100 X 100 X 30 mm ,六面已加工完毕。所用刀具T01为 20mm立铣刀,加工外轮廓,主轴转速1000r/min,进给量200mm/min;T02为 8mm立铣刀,加工内轮廓,主轴转速1000r/min,进给量200mm/min;T03为 6mm钻头,钻孔,主轴转速1000r/min,进给速度为80 mm/min。轮廓加工时运用刀具半径补偿功能,深孔钻每次加工深度1mm,工件坐标系位于工件上表面中心位置,换刀点为(0,0,200)。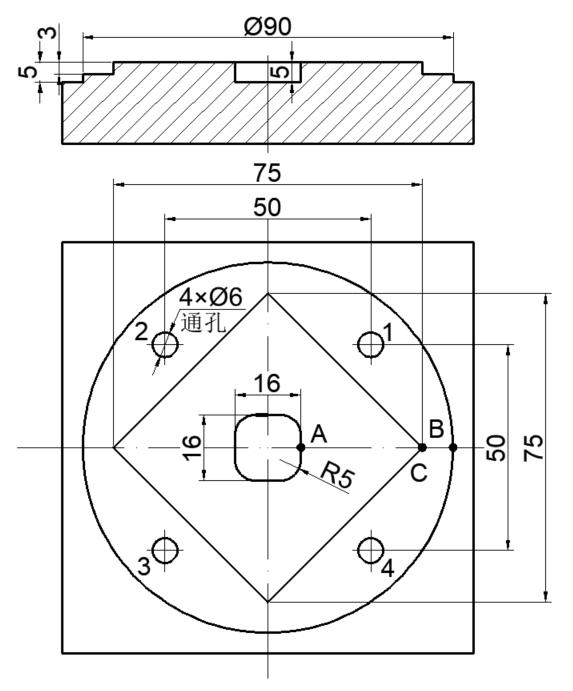




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 














