 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
外形复合循环指令G71U(△d)R(e)段中△d表示()。
A.X轴精加工余量
B. Z轴精加工余量
C. 吃刀深度
D. 退刀量
提问人:网友xiaoqiu
发布时间:2022-01-06
题目内容
(请给出正确答案)
A.X轴精加工余量
B. Z轴精加工余量
C. 吃刀深度
D. 退刀量
 更多“外形复合循环指令G71U(△d)R(e)段中△d表示()。”相关的问题
更多“外形复合循环指令G71U(△d)R(e)段中△d表示()。”相关的问题
A.总余量
B.X方向精加工余量
C.单边吃刀深度
D.退刀量
速度为0.3mm/r,主轴转速为500r/min:精加工余量为4mm(直径),Z向2mm,进给速度为0.15mm/r,主轴转速为800r/min。
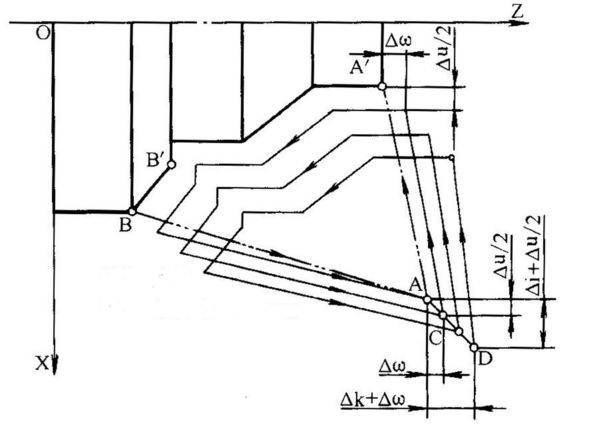
G71 U(Dd) R(e); G71 P(ns)Q(nf)U(Du)W(Dw)F_ S_ T_ ; 多重复合循环指令G71中,Dd的含义是(), Du的含义是();
A.粗加工时每刀的切削深度,直径值;精加工的加工余量,直径值;
B.粗加工时每刀的切削深度,半径值;精加工的加工余量,半径值;
C.精加工时每刀的切削深度,半径值;精加工的加工余量,直径值;
D.粗加工时每刀的切削深度,半径值;精加工的加工余量,直径值;
使用车削复合固定循环指令完成如图所示零件的粗、精加工(采用直径编程方式)。毛坯为Φ40棒料,材料为45钢。选定粗车的背吃量为2mm,预留精车余量X方向0.5mm , Z方向0.2mm;粗车进给速度0.2mm/r,主轴转速为800r/min,精车进给速度0.05mm/r,主轴转速为1000r/min(考虑刀尖圆弧半径补偿)。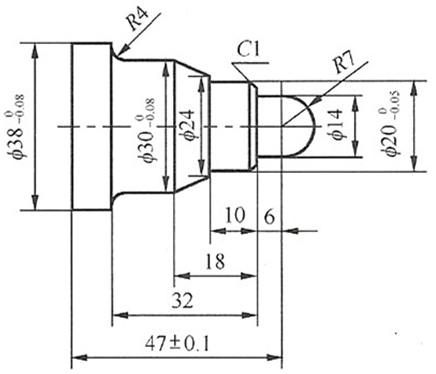
A.Z方向精加工余量
B.进刀量
C.退刀量
A.端面封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的精加工程序段进行调整。
B. 外圆封闭轮廓循环指令,从开始到结束段不必是连续递增或递减的形状。
C. 复合封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的精加工程序段进行调整。
D. 复合封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的粗加工程序段进行调整。
A.端面封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的精加工程序段进行调整。
B.外圆封闭轮廓循环指令,从开始到结束段不必是连续递增或递减的形状。
C.复合封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的精加工程序段进行调整。
D.复合封闭轮廓循环指令,从开始到结束段必须是连续递增或递减的形状,如果从开始到结束段不是连续递增或递减的形状,可以用G04指令在截面变化处的粗加工程序段进行调整。
A.G76是螺纹切削复合循环指令
B. 使用G76指令可以简化编程
C. 被加工螺纹的导程要在G76指令中定义出来
D. G76指令可用于切削锥螺纹
E. G76可用于圆弧面的切削加工




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 














