 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
在加工中心上确定刀具的进给路线时应注意哪些问题?
提问人:网友anonymity
发布时间:2022-01-06
题目内容
(请给出正确答案)
 更多“在加工中心上确定刀具的进给路线时应注意哪些问题?”相关的问题
更多“在加工中心上确定刀具的进给路线时应注意哪些问题?”相关的问题
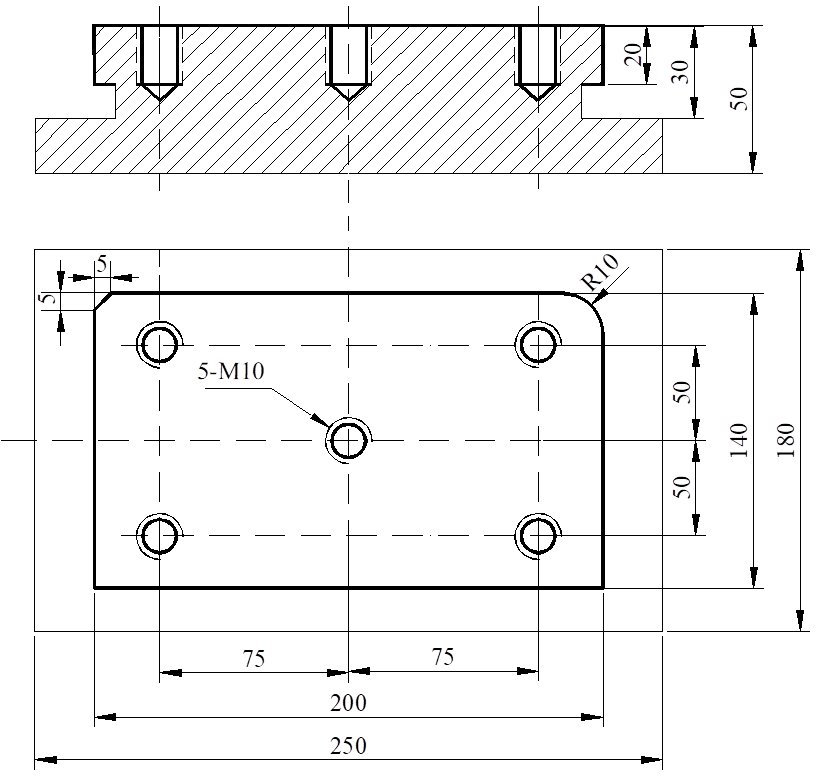

试编制如图所示零件在数控加工中心上加工的数控程序。,毛坯尺寸为100 X 100 X 30 mm ,六面已加工完毕。所用刀具T01为 20mm立铣刀,加工外轮廓,主轴转速1000r/min,进给量200mm/min;T02为 8mm立铣刀,加工内轮廓,主轴转速1000r/min,进给量200mm/min;T03为 6mm钻头,钻孔,主轴转速1000r/min,进给速度为80 mm/min。轮廓加工时运用刀具半径补偿功能,深孔钻每次加工深度1mm,工件坐标系位于工件上表面中心位置,换刀点为(0,0,200)。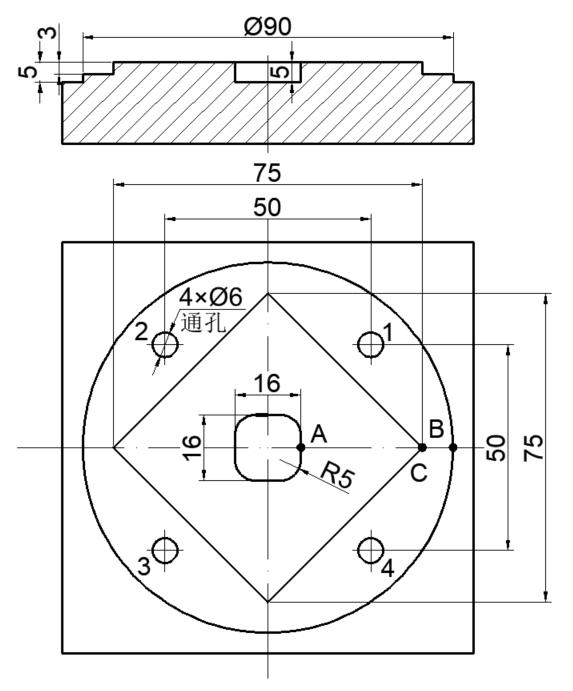
A.主轴转速由零件加工所要求的切削速度及棒料直径来确定。
B.刀具在空行程时,应尽量设定较低的进给速度。
C.在单位的时间内刀具顺进给力方向所移动距离叫进给速度。
D.在零件加工精度及表面粗糙度可以保障的前提下,应尽量选择高进给速度。
A.应保证被加工零件的精度和表面质量,且效率更高
B.使数值计算简单,以减少编程运算量
C.应使走刀路线最短,既可以简化程序段,又可减少空走刀时间
D.使所需要的刀具规格少,并减少换刀次数
A.当各部位要求一致,尽可能一次进给。
B.当各部位精度要求相差不大时,要以精度高的部位为准,连续加工所有部位。
C.刀具可以在任一位置切入、切出工件工件,以保证切削效率。
D.刀具尽量不要在光滑连接的轮廓停顿




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 










