 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
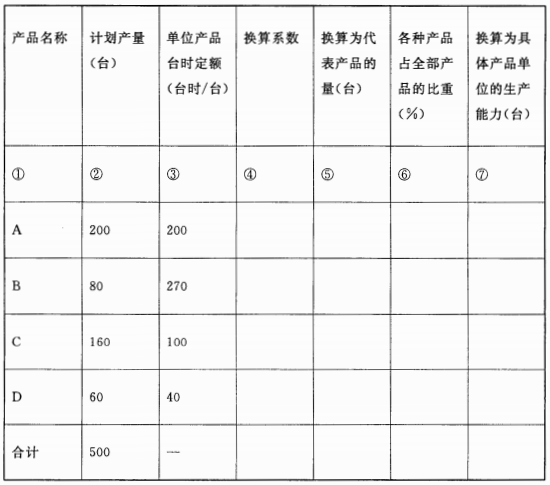
某厂生产A、B、C、D 4种产品,其计划产量分别为100台、80台、150台、170台;各种产品在机械加工车间车床组的计划台
时定额分别为200台时、250台时、150台时、50台时,车床组共有车床15台,两班制生产,每班工作8小时,设备停修率为10%,试求车床组的生产能力。
提问人:网友anonymity
发布时间:2022-01-07
题目内容
(请给出正确答案)
 更多“某厂生产A、B、C、D 4种产品,其计划产量分别为100台、…”相关的问题
更多“某厂生产A、B、C、D 4种产品,其计划产量分别为100台、…”相关的问题
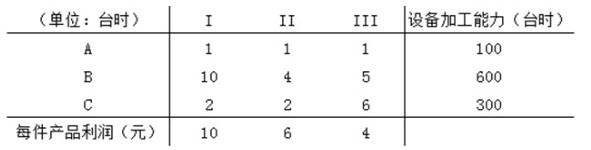
适当安排生产计划可获得最大总利润()元
A. 2000/3
B. 2100/3
C. 2200/3
D. 2250/3
质量抽样检验8小时;换班时间7小时;故障维修18小时;质量事故调查20小时;
原料缺货8小时;劳动力短缺6小时;等待原料送达6小时。在所有这些时间损失中,其中前五种损失都是合理的、计划之内的,因此也是不可避免的,合计总数为59小时。而后五种损失则是计划之外的,同时也是可以避免的,合计总数为58小时。根据以上数据,计算该生产线的设计生产能力与有效生产能力。




为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 简答题
微信搜一搜
简答题
简答题
微信搜一搜
简答题

 如搜索结果不匹配,请
如搜索结果不匹配,请 










